

Máquina de prensa para alta
Descripción
Información básica.
| N º de Modelo. | YKC-48A-125 |
| Modo de control | SOCIEDAD ANÓNIMA |
| Calificación automática | Automático |
| Fuente de alimentación | Accionamiento mecánico |
| Precisión | Alta precisión |
| Certificación | CE, ISO 9001 |
| Condición | Nuevo |
| Serie Ykc | Máquina de prensa de aletas |
| Paquete de transporte | Embalaje estándar de exportación |
| Especificación | todos los modelos en la tabla |
| Marca comercial | SLJS |
| Origen | China (continental) |
| Código hs | 8462299000 |
| Capacidad de producción | 3000 unidades/año |
Descripción del Producto

| Línea de máquinas de prensa de aletas |
| Marco H: Composiciones: desenrollador, tanque de aceite, alimentador de aire, prensa de aletas, unidad de succión y apilador, sistema de control eléctrico, sistema de aire, sistema hidráulico; la corredera de la prensa tiene una función de hidroelevación que será conveniente para la instalación/puesta en servicio de troqueles; La velocidad de la prensa y el adhesivo de vacío son controlados por el convertidor; El colector tiene un sistema de protección para operación de falla Sin advertencia de material, Sin advertencia de aceite; Protección contra sobrecarga hidráulica para la máquina principal; Equipado con un dispositivo hidráulico de cambio rápido de matrices, lo que hace que las matrices cambien más rápido y conveniente; Máquina- Interfaz humana y sistema de control eléctrico PLC que garantizan el funcionamiento confiable del punzonado automático. |
| Marco C: la línea de prensa de aletas para perforar aletas de aire acondicionado está especialmente diseñada para cumplir con los requisitos para la producción de aletas de aire acondicionado. La línea consta principalmente de desenrollador, tanque de aceite, prensa de aletas, unidad de succión, apilador y sistema de control eléctrico relevante. ;Se adopta un PLC importado, un contador y un controlador de leva sin punto de contacto para cumplir con los requisitos de recuento de las aletas cortadas recogidas, así como la función de cambio de progreso;Se pueden fabricar líneas de producción con especificaciones especiales sujetas a los requisitos del usuario. |
Descripción del Producto
| 1, especificación |
1.1 Tipo: YKC-48A-125, prensa lateral recta de precisión de aleta de alta velocidad 1.2 Capacidad: 1250KN 1.3 Eficiencia de trabajo: Frecuencia de estampado sin carga 150~300spm, carga par 220~240spm, carga impar 210~230spm. 1.4 Tensión de alimentación: Trifásica 380V/50Hz. Rango de fluctuación de voltaje ±10% |
| 2. Los principales parámetros técnicos de la línea de producción: |
2.1 Material de procesamiento: papel de aluminio 2.2 El diámetro máximo del material de la bobina: 1200 mm. 2.3 Diámetro del material de la bobina: φ150 ± 5 mm. 2.4 Ancho máximo del material: 820 mm. Patrón de troquel de 2,5 aletas: Φ15,88×24R×1P (33×38,1 mm). 2.6 Un paso de alimentación e interruptor de alimentación: 1P/2P. 2.7 Longitud de succión: 1000 mm. 2.8 Tipo de succión: ventilador único, tipo placa extractora automática, con placa extractora 2.9 Altura de la pila de aletas: agregado automático de tipo elevación, la altura puede alcanzar: 600 ~ 900 mm. 2.10 Modo de apilado de aletas: Estructura de giro automático de 180° de doble posición con función de elevación automática. El conjunto de aguja del agregado se mueve a lo largo de la guía lineal y la posición de la aguja del agregado se determina colocando el pasador. 2.11 Modo de descarga: descarga de placa abierta con compuerta. 2.12 método de descarga de desechos: Utilice un ventilador para sacar los desechos de la organización, con una tubería de 7 my una caja de desechos. 2.13 Dirección de carga del bastidor de descarga: La dirección de carga es opuesta a la del panel de operación, es decir, se carga de izquierda a derecha cuando se ve desde el bastidor de descarga hacia el host. 2.14 Tipo de bastidor de descarga: tipo de cabezal único hacia arriba, tipo con volante manual hacia arriba. 2.15 Instalación de Máquina Herramienta: La máquina herramienta es el método de instalación con pernos de anclaje. El cliente debe hacer lo básico. El vendedor proporciona dibujos del terreno. |
| 3. Principales parámetros técnicos: |
Modelo de máquina | YKC-48A-125 |
Tipo | Mecanismo de dos puntos de cuatro columnas. |
Capacidad (KN) | 1250 |
Deslizamiento de carrera (mm) | 40 |
Carrera sin carga (spm) | 150~300 |
Carrera de carga (spm) | incluso cargar 220~240spm carga impar 210~230spm |
Altura del troquel (mm) | 280~330 |
Altura de elevación del tobogán (mm) | 130 |
Tamaño de la mesa (H×L, mm) | 2000×1360 |
Tamaño de la diapositiva (H×L, mm) | 1300×1350 |
Potencia del motor principal (KW) | 22 |
Diámetro interior de la bobina de aluminio) | Φ150 |
Diámetro máximo de la bobina de aluminio (mm) | Φ1200 |
Ancho máximo de la bobina de aluminio (mm) | 1080 |
Peso de carga del bastidor de material (Kg) | 2000 |
Longitud de succión (mm) | 9000mm |
Altura de recogida (mm) | 720~900 mm |
Peso total (±2 toneladas) | 26 |
Presión de trabajo (kg f/cm2) Consumo de gas (m3/min) | 5,5~7,5 kgf/cm2 1,0 m3/min |
Aceite hidráulico | ISOVG46 (verano) |
Fuente de alimentación | CA 380 V ± 10 %/50 Hz. |
| 4. Requisitos de precisión de la máquina: | |
4.1. El paralelismo entre el plano inferior del control deslizante y el plano del banco de trabajo (según los registros de depuración in situ): (1) Dirección izquierda y derecha ≤ 0,059 mm. (2) Dirección delantera y trasera ≤ 0,059 mm. 4.2. La verticalidad del trazo del control deslizante con respecto al plano de la mesa: (1) Dirección izquierda y derecha ≤ 0,015 mm. (2) Anverso y reverso ≤ 0,015 mm. 4.3. Espacio libre total de la máquina: ≤ 0,30 mm. | |
| 5 componentes principales y características estructurales: | |
5.1 El equipo se compone principalmente de una prensa lateral recta de precisión de alta velocidad, un dispositivo de descarga, un dispositivo de lubricación de papel de aluminio, un dispositivo de cambio rápido de matriz, un dispositivo de guía de dirección de alimentación inicial, un dispositivo de succión de material, un dispositivo de agregado, un dispositivo de extracción de material servo, un dispositivo de descarga de desechos y el Sistema eléctrico correspondiente, sistema hidráulico, composición del sistema de gas.
El dispositivo de descarga puede liberar automáticamente el material en el molde de la punzonadora, el sensor fotoeléctrico puede controlar la parada y la descarga, y no tiene detección de material ni detección de tensión del papel de aluminio.
5.5 Dispositivo de cambio rápido de troquel: Se compone de un soporte de cambio de troquel y una placa de cambio. La matriz de aletas se coloca en la placa de cambio a través del riel guía en el soporte de cambio de matriz y el tablero de la mesa de trabajo que entra y sale de la máquina.
Puerta de seguridad: hay tres puertas de protección de seguridad en ambos lados, incluidas las ventanas entre los montantes de la punzonadora, la conexión entre el tanque de combustible y la máquina, y la posición de corte transversal del molde. Perno de seguridad: equipado con dos pernos de seguridad, varillas cilíndricas de aluminio, dos tipos de alturas, instalado en el lado derecho del gabinete de control electrónico.
| |
| 6 componentes del equipo: | |
| El inversor, los programadores de PLC, las interfaces hombre-máquina, las bombas de grasa automáticas, los cilindros de válvulas de gas, las válvulas hidráulicas, los frenos de embrague principales, los codificadores rotativos, los interruptores fotoeléctricos, los cojinetes de husillo, las válvulas de embrague principales y los componentes eléctricos principales, etc., deben seleccionarse internacionalmente. productos de calidad, de la siguiente manera: | |
Artículo No. | Nombre | marca |
1 | Válvula de embrague | EE.UU. MAC |
2 | programador de PLC | mitsubishi |
3 | Inversor | Mitsubishi (motor principal) Mitsubishi (ventilador) |
4 | Electroválvula neumática | Festo, SMC |
5 | Principales componentes eléctricos. | Schneider |
6 | Bomba hidráulica | Taiwán |
7 | Válvula hidráulica principal | Taiwán |
8 | Cojinete de biela | Alemania INA o NBI español |
9 | Rodamiento del dispositivo de conversión de alimento | Japón IKO |
10 | Codificador | mitsubishi |
11 | Interfaz hombre-máquina | mitsubishi |
12 | Bomba de grasa automática | Japón IHI |
13 | Interruptor fotoeléctrico de inducción de descarga. | OMRON |
14 | Sin interruptor fotoeléctrico de detección de material | OMRON |
15 | Interruptor del aire | Schneider |
dieciséis | contactor | Schneider |
17 | interruptor de botón | IDEC |
18 | Indicadores | IDEC |
19 | Disyuntores en miniatura | TEJIDO |
20 | Relé de salida | Suiza CARLO GAVAZZI |
21 | Servomotor de tracción y sistema de servocontrol. | mitsubishi |
22 | Reductor para servomotor de tracción | NIDEC |
23 | Husillo de bolas de elevación recolector | HIWIN |
24 | Recopilación de guías lineales | HIWIN |
25 | Reductor de elevación colectora | Taiwán |
26 | Reductor de bastidor de material | Taiwán |
| 7 Lista de repuestos | ||
7.1 Cinturón triangular tipo B: 1 juego 7.2 Correa de distribución: 1 juego 7.3 Sellos del eje: 4 piezas 7.4 Sellos de orificios: 4 piezas 7.5 Válvula solenoide: 1 unidad 7.6 El interruptor de límite: 1 unidad 7.7 La aguja de recolección: 10 piezas 7.8 Pernos de anclaje y pernos de ajuste: 4 unidades cada uno 7.9 Pernos de expansión: 8 piezas 7.10 Pistola engrasadora manual: 1 unidad 7.11 Herramientas estándar: 1 juego (según lista de embalaje) 8 Norma de aceptación Estándar de aceptación: debe ser adecuado para el acuerdo técnico y apto para que la matriz produzca la producción calificada. | ||
| aleta morir | ||
Llevamos más de 30 años fabricando estos Fin Dies y ya hemos suministrado más de 3000 juegos de Fin Dies a nuestros clientes: Como Alemania Volkswagen - FAW Aire acondicionado para tanques de automóviles, Guangdong CHIGO Air Conditioning Co., Ltd. Wuhan New Century Refrigeration Company (más allá de Japón Sanyo) Refrigerador a gran escala, Fábrica de aire acondicionado de Shanghai. Por cierto, también hemos exportado Fin Dies a otros países: EE. UU., Rusia, Nueva Zelanda, Polonia, Irán, Emiratos Árabes Unidos, Egipto, Arabia Saudita, Argentina. | ||
| 1.Características del troquel de aleta | ||
El Fin Die es una subunidad independiente de la base del molde grande, donde la unidad de borde de hoja tiene una columna guía y un manguito guía independientes. Cada paso de procesamiento es el siguiente: | ||
1.1) Unidad de dibujo: De acuerdo con los datos calculados, se dibuja previamente un casco convexo de cierta altura y diámetro en el material de la tira. Entre ellos, cada canal tiene un dispositivo de ajuste independiente y un indicador de visualización de posición puede registrar el número correspondiente de alturas de ajuste del punzón del canal para un ajuste conveniente posterior. 1.2) Unidad formadora de rejillas: Lave la grieta tipo rejilla en la tira de material según lo requiere el esquema de aletas. La unidad tiene una columna guía independiente y un manguito guía para garantizar un espacio razonable entre los moldes superior e inferior. 1.3) Unidad de punzonado y brida: volteando hacia afuera la regla y el orificio electrotérmico en la tira de material con casco convexo perforado. La unidad tiene una columna guía independiente y un manguito guía para garantizar un espacio razonable entre los moldes superior e inferior. 1.4) Unidad de doble brida: en un cilindro de brida, gire el sombrero de paja hacia afuera. Hay un dispositivo de ajuste independiente y un indicador de visualización de posición puede registrar el número correspondiente de alturas de ajuste del reborde de la vía. 1.5) Unidad de corte: Utilice tres tornillos para ajustar la posición de la cuchilla superior para determinar el número de filas de ranuras. La unidad tiene una columna guía independiente y un manguito guía para garantizar un espacio razonable entre los moldes superior e inferior. 1.6) Unidad de estampado: Presionando el patrón del borde de la aleta. Ajuste la posición de la cuchilla con tres tornillos para determinar el número de filas de relieve. 1.7) Unidad de alimentación: Hay una pequeña garra elevada en la boca de la aleta para tirar de la tira un paso hacia adelante. 1.8) Unidad de nivelación: 1.9) Unidad de corte: Corta el material en tiras de acuerdo con el número de agujeros preestablecido. Las unidades anteriores se ensamblan en un encofrado grande para asegurar la posición relativa de cada unidad. | ||
| 2.Material del troquel de aleta: | ||
2.1) Sección de cuchillo/hoja: Japón SKD11 para aletas de aluminio, HRC60-64 Acero de alta velocidad en polvo japonés HAP40 para aletas de acero inoxidable, HRC62-64 2.2) Placa base del troquel: Acero para herramientas de aleación para perforar aletas de aluminio, HRC28-32 Acero para herramientas de aleación para perforar aletas de aluminio de acero inoxidable, HRC56-60 2.3) Primavera fuerte: Japón MISUMI 2.4) Guía de columnas guía: Japón MISUMI | ||
| 3.Vida útil de Fin Die: 10 años en uso normal, sin incluir las piezas de desgaste. | ||
| 4.Muestra de aleta: | ||
| 5.Equipos de procesamiento principales: | ||
Máquina cortadora de alambre móvil de precisión Swiss CA20 Centro de mecanizado OKUMA-BYJC de Japón, Fresadora CNC SYMS VMC Torno CNC SYMS CAK1626NI Rectificadora de coordenadas MG2932B/MG2945B Rectificadora de herramientas Taiwán 618-ASD Rectificadora de herramientas Taiwán ESG-818M Rectificadora de herramientas Taiwán ESC-1A618 Rectificadora de herramientas Taiwán ESC-1A618 Perforadora de coordenadas Kunming T4163 Trampolín de coordenadas Kunming 4240 Máquina de medición de coordenadas tridimensionales Instrumento de medición óptico | ||
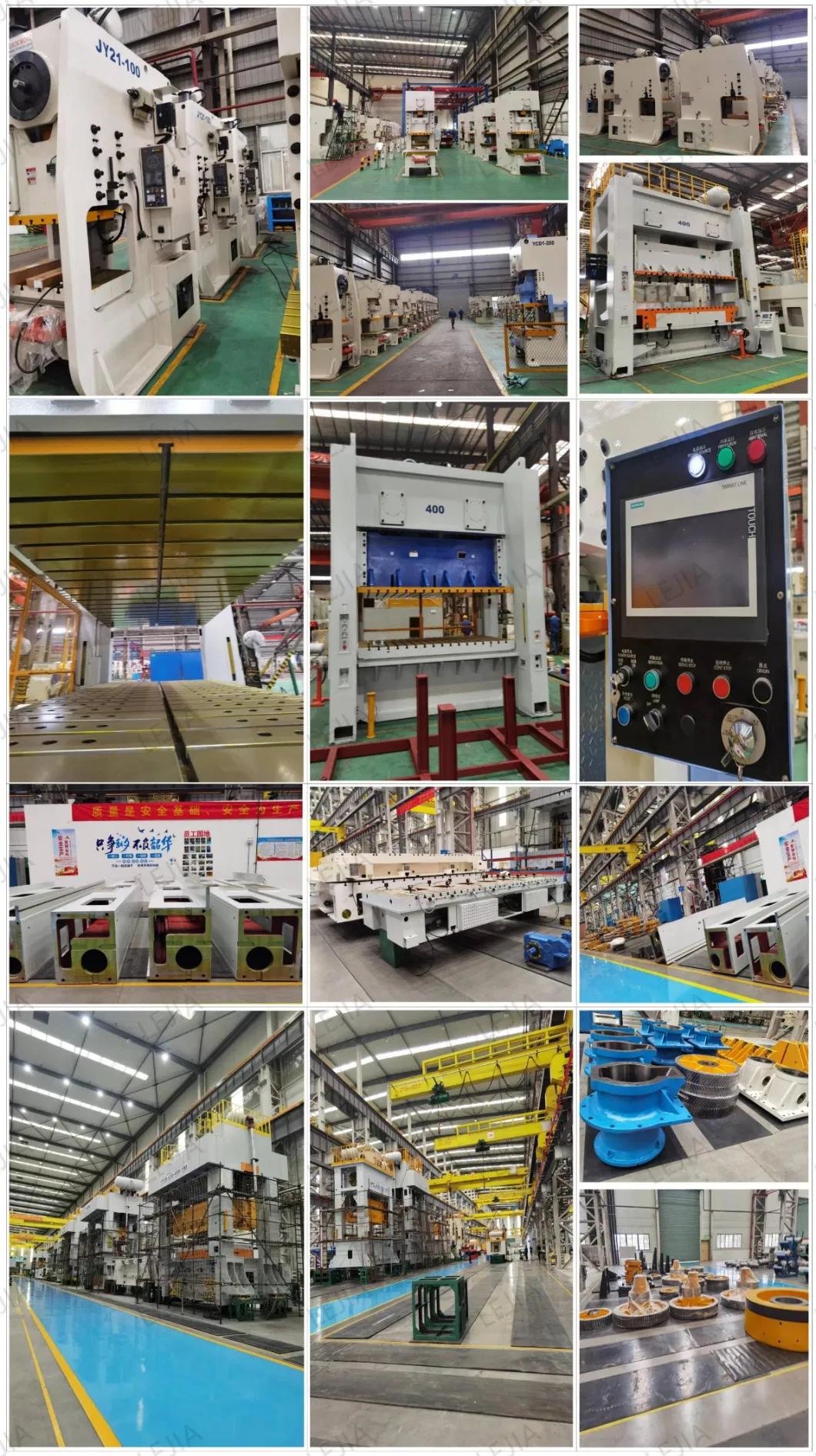
Procesamiento y Fabricación

Embalaje y envío
Clientes LEJIA
Lejia exportamos nuestros productos a diferentes países de todo el mundo (Alemania, Suecia, Hungría, Italia, Países Bajos, España, Portugal, República Checa, Lituania, Serbia, Grecia, Malta, Austria, Kosovo, Turquía, Ucrania, Albania, Estonia). , Bielorrusia, Bulgaria, Bosnia, Croacia, Rumania, Estados Unidos, Japón, Brasil, Argentina, México, Bolivia, Colombia, Canadá, Perú, Chile, Australia, Nueva Zelanda, Ruanda, Egipto, Sudáfrica, Tanzania, Nigeria, Botswana, Mauricio , Rusia, Vietnam, India, Irán, Singapur, Uzbekistán, Tailandia, Sri Lanka, Bangladesh, Malasia, Kazajstán, Filipinas, Bahréin, Pakistán, Emiratos Árabes Unidos, Kuwait, Arabia Saudita, Sudán, Jordania, Omán, Qatar, Israel, Yemen ,Mongolia,Birmania...)

Nuestro contacto




